



Sự phát triển của công nghệ hàn laser
Share |
Sự phát triển của công nghệ hàn laser

Công nghệ hàn laser đã phát triển để trở thành quy trình được lựa chọn cho các nhà chế tạo và sản xuất kim loại vì tính ứng dụng đa dạng của nó.
Đánh giá về những điều cơ bản và xem trước các ứng dụng mới nhất dành cho thợ kim loại
Hàn laser đã thâm nhập vào sản xuất kim loại cao cấp, chính xác. Công nghệ này đóng một vai trò quan trọng trong sản xuất ô tô, thiết bị y tế và trong các bộ phận của hàng không vũ trụ và thiết bị điện tử chính xác. Nó hiện đang xuất hiện ở nhiều nơi hơn bao giờ hết, từ OEM lớn nhất đến cửa hàng gia công kim loại tấm chính xác.
Khi hàn laser đã phát triển, nó đã trở nên cực kỳ linh hoạt. Sự đa dạng to lớn của hàn mà laser có thể thực hiện thực sự đáng kinh ngạc. Hiểu cách thức tia laser thực hiện tất cả những điều này bắt đầu bằng việc biết các nguyên tắc cơ bản, cách thức một chùm ánh sáng hợp nhất hai kim loại lại với nhau.
Tập trung ánh sáng
Kim loại, nói chung, rất phản chiếu với ánh sáng. Một tia laser tập trung và tập trung ánh sáng đó để vượt qua hệ số phản xạ. Khi đủ năng lượng từ chùm tia được hấp thụ, kim loại bắt đầu hóa lỏng.
Tất cả điều này bắt đầu khi hệ thống quang học (gương cong hoặc thấu kính bề mặt cong) tập trung ánh sáng xuống kích thước điểm có đường kính từ hàng chục đến vài trăm micron. Sự tập trung như vậy tạo ra mật độ năng lượng cực cao.
Việc sử dụng quang học trong suốt nào phụ thuộc vào tia laser và bước sóng của nó. Laser CO 2 phát ra bước sóng 10,6 micron. Thủy tinh tiêu chuẩn không trong suốt với điều đó, đó là lý do tại sao các tia laser như vậy sử dụng vật liệu thấu kính thay thế như kẽm selenua (ZnSe). Laser 1 micron bao gồm sợi quang, đĩa và YAG—sử dụng silica hoặc thủy tinh nung chảy.
Các thấu kính ZnSe hội tụ chùm tia 10,6 micron của laser CO 2 có tính dẫn nhiệt tuyệt vời, làm cho hệ thống quang học dễ bị các mảnh vỡ hơn một chút. Thật không may, không có vật liệu tiết kiệm chi phí nào thể hiện tính dẫn nhiệt tương tự như laser 1 micron, điều đó có nghĩa là môi trường lấy nét phải sạch sẽ và có thủy tinh chất lượng tốt hoặc quang học silica nung chảy.
Các ứng dụng hàn đòi hỏi công suất laser cao có thể tạo ra một số mảnh vụn không thể tránh khỏi. Trong những trường hợp này, gương được sử dụng để hội tụ chùm tia thay vì quang học trong suốt. Gương hội tụ phổ biến trong các ứng dụng hàn laser CO 2 sử dụng công suất laser từ 5 kW trở lên. Laser một micron, bao gồm sợi quang và đĩa, cũng sử dụng gương để có công suất laser cao hơn. Một thiết lập phổ biến đòi hỏi một chùm tia (nằm ngang với bề mặt làm việc) đập vào gương parabol phản xạ chùm tia xuống dưới.
Quang học laser hội tụ đường kính chùm tia thô để tạo ra độ sâu tiêu điểm , tại đó chùm tia có đủ cường độ để xử lý vật liệu. Điểm hẹp nhất trên eo dầm là kích thước điểm . Độ dài tiêu cự là khoảng cách giữa thấu kính và tiêu điểm (xem Hình 1 ).
Tất cả các biến này tương quan với nhau. Độ dài tiêu cự càng ngắn, kích thước điểm càng nhỏ và độ sâu tiêu điểm càng nông. Và mỗi thông số này có thể được điều chỉnh để tối ưu hóa quy trình hàn. Chẳng hạn, việc mở rộng độ dài tiêu cự có thể thay đổi vị trí lấy nét và tăng độ sâu của tiêu cự, điều này có thể làm tăng độ ngấu của mối hàn.
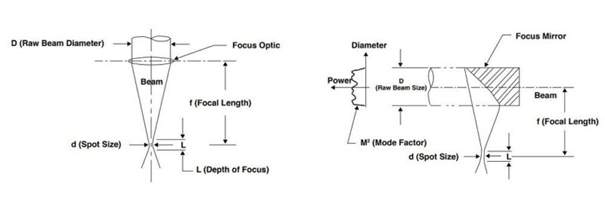
HÌNH 1. Các biến số như đường kính chùm tia, độ sâu tiêu điểm, kích thước điểm và độ dài tiêu cự đều có mối quan hệ với nhau.
Một yếu tố khác là chất lượng chùm tia hoặc khả năng hội tụ bẩm sinh của chùm tia laser. Điều này không thể điều chỉnh được—nó thay đổi tùy theo loại và thiết kế của tia laser—nhưng thông số này ảnh hưởng đến cách một người quay số trong toàn bộ quy trình. Laser có chất lượng chùm tia cao nhất được gọi là laser đơn mode, có chùm tia Gaussian hoặc TEM00 thuần túy với cấu hình mật độ năng lượng có cường độ cao ở trung tâm và ít cường độ hơn ở gần các cạnh. Chất lượng chùm tia cao giúp đạt được tiêu cự sâu hơn, từ đó mở ra nhiều khả năng xử lý.
Tất cả các loại laser phổ biến đều có phiên bản một chế độ với chất lượng chùm tia cao, nhưng tác động của chất lượng chùm tia cao đó phụ thuộc vào bước sóng laser. Laser đơn mode CO 2 ở 10,6 micron sẽ có kích thước điểm lớn hơn 10 lần so với laser sợi quang có bước sóng 1 micron. Nói chung, bước sóng ngắn hơn cũng có nghĩa là kích thước điểm lấy nét nhỏ hơn.
Vượt qua phản xạ
Một lần nữa, toàn bộ điểm tập trung là khắc phục hệ số phản xạ tự nhiên của kim loại. Kim loại lỏng hấp thụ nhiều năng lượng ánh sáng hơn kim loại rắn, vì vậy khi kim loại đi vào pha lỏng, sự hấp thụ năng lượng tăng lên rất nhiều, đến mức nó bắt đầu biến vũng hàn lỏng thành hình lõm. Hình dạng lõm đó có xu hướng hướng năng lượng vào trung tâm của vũng hàn. Khi vũng hàn trở nên lõm sâu, nó bắt đầu hấp thụ phần lớn năng lượng laser và chỉ phản xạ khoảng 5%. Điểm mà tại đó hệ số phản xạ ban đầu của kim loại giảm xuống 5% và ít hơn là khi quá trình ghép nối vào vật liệu.
Theo một nghĩa nào đó, hàn laser giống như cắt laser kém. Thay vì loại bỏ kim loại, nó hóa lỏng nó một cách có kiểm soát. Giống như khi cắt, tia laser có thể sử dụng nhiều năng lượng hơn để hàn nhanh hơn và dày hơn. Nhưng quá trình này không dựa vào lợi thế khí động học của dòng khí hỗ trợ, thoát kim loại nóng chảy, cũng như không thể tận dụng phản ứng đốt cháy của sắt và oxy. Thay vào đó, hàn laser tốt sẽ đạt được sự nóng chảy có kiểm soát và thường sử dụng khí để ngăn chặn quá trình oxy hóa mạnh.
Độ cứng của vật liệu không quan trọng. Việc hàn titan và siêu hợp kim bằng tia laser dễ dàng hơn so với nhôm. Ngược lại, hệ số phản xạ và độ dẫn nhiệt rất quan trọng vì tất cả chúng đều ảnh hưởng đến cách một kim loại cụ thể hấp thụ năng lượng từ chùm tia. Các vật liệu có độ dẫn nhiệt rất tốt, chẳng hạn như vàng và bạc, có thể gây ra những thách thức trong hàn laser. Các vật liệu tản nhiệt như đồng, có độ khuếch tán nhiệt cao (vật liệu phân tán nhiệt tốt như thế nào) cũng có thể là một thách thức. Điều đó nói rằng, laser sợi quang và đĩa hiện đại có đủ mật độ năng lượng trong chùm tia của chúng để khắc phục những vấn đề này.
Không giống như cắt laser, hàn laser cũng đưa ra nhiều cân nhắc về luyện kim hơn. Cắt laser biến một mảnh thành hai. Hàn laser liên quan đến các yếu tố luyện kim như độ bền, độ xốp, độ giòn và vết nứt nhỏ.
Bể tan chảy
Hàn laser tạo ra ba loại bể nóng chảy phổ biến: một loại nông được tạo ra bằng cách hàn ở chế độ dẫn điện; một vết lõm sâu, hẹp được tạo ra bởi chế độ hàn lỗ khóa; và chỗ lõm tạm thời (thường ở đâu đó giữa lỗ khóa và chế độ dẫn) được tạo ra bởi mối hàn chế độ xuyên thấu, thường sử dụng tia laser xung (xem Hình 2 ).
Chế độ dẫn và Chế độ lỗ khóa. Những người biết hàn hồ quang kim loại khí (GMAW, hoặc MIG) đã quen thuộc với bể nóng chảy ở chế độ dẫn và tiết diện hình bán nguyệt của nó. Một kích thước điểm laser nhỏ làm nóng bộ phận vừa đủ để tạo ra sự tan chảy. Nhiệt dẫn từ trung tâm của hồ bơi ra ngoài, vì vậy hồ bơi nóng hơn ở trung tâm và mát hơn ở các cạnh của nó.
Các mối hàn chế độ lỗ khóa thì ngược lại. Tại đây, tia laser có đủ cường độ để đưa kim loại lỏng đến điểm sôi của nó và đẩy kim loại đã bốc hơi ra khỏi bề mặt với vận tốc cao. Kim loại hóa hơi đẩy kim loại lỏng đi xuống, tạo ra một lỗ khóa hẹp (xem Hình 3 ).
Lỗ khóa đó tạo ra một loại kênh cho chùm tia laser một cách hiệu quả, làm thay đổi cách nó làm nóng và làm tan chảy kim loại xung quanh. Một lỗ khóa mối hàn có thể sâu 10 mm nhưng chỉ rộng 1,5 mm, do đó, để đạt được mối hàn, quy trình chỉ cần làm tan chảy và hóa rắn lại kim loại xung quanh lỗ khóa 1,5 mm đó.
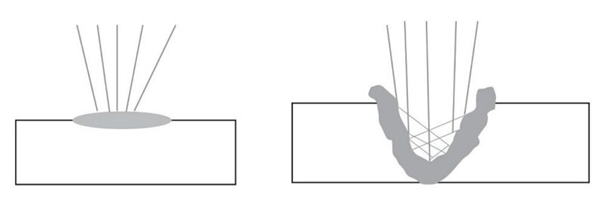
HÌNH 2. Hàn ở chế độ dẫn điện (trái) tạo ra sự nóng chảy rộng, nông khi nhiệt được dẫn từ trung tâm của bể bơi ra ngoài. Chế độ hàn xuyên thấu tạo ra vũng hàn sâu hơn mối hàn chế độ dẫn điện có thể, nhưng nó không hẹp và sâu như mối hàn chế độ lỗ khóa.
Tương phản điều này với hàn chế độ dẫn. Tia laser tạo ra một vũng có thể sâu 10 mm, nhưng nhiệt từ chùm tia truyền ra bên ngoài để tạo ra một vũng hàn rộng 20 mm, nơi tất cả kim loại cần được hóa lỏng và hóa rắn lại. Tất nhiên, điều này không làm cho hàn ở chế độ dẫn điện trở nên xấu. Nó chỉ được sử dụng để đạt được các mục tiêu khác nhau, chẳng hạn như các mối nối góc và mối hàn hoàn hảo về mặt thẩm mỹ trong các vật liệu mỏng. Ngoài hàn, chế độ dẫn điện được sử dụng cho lớp phủ laser đạt được hiệu quả độ pha loãng rất thấp giữa lớp phủ và vật liệu cơ bản. Cũng như các ứng dụng phụ gia.
Chế độ thâm nhập. Chế độ hàn xuyên thấu sử dụng laser xung, có công suất cực đại cao nhưng công suất trung bình thấp. Ví dụ, một laser xung có công suất trung bình 150 W có thể có công suất cực đại là 1.500 W. Hãy nghĩ đến việc dùng búa đóng đinh. Nếu bạn chỉ đặt cái búa lên đầu đinh, không có gì xảy ra; điều đó giống như cố gắng hàn chỉ với công suất 150 W. Nếu bạn vung búa và đóng đinh đúng cách, nó có thể đi vào trong chỉ sau một cú đánh; đó là hàn xung với công suất đỉnh cao.
Chế độ hàn xuyên thấu không tạo ra một vết lõm hẹp như chế độ hàn lỗ khóa, nhưng nó có thể tạo ra một vũng hàn sâu hơn là rộng. Nó cũng giúp kiểm soát đầu vào nhiệt trong khi tạo ra vũng hàn rộng hơn nhiều so với lỗ khóa.
Các xung có thể được điều chỉnh và định hình cho ứng dụng. Ví dụ, một xung định hình là một hình dạng thời gian trong đó công suất cực đại của laser được điều chỉnh theo thời gian. Điều này thường được sử dụng để làm chậm tốc độ làm mát và giảm thiểu vết nứt trong vật liệu có hàm lượng cacbon cao. Các xung có hình dạng khác tăng cường độ nhọn ban đầu, tăng khả năng hấp thụ trong nhôm và các vật liệu phản chiếu cao khác. Đôi khi các xung ban đầu được sử dụng để làm sạch bề mặt vật liệu khỏi các mảnh vụn, oxit hoặc dầu trước khi các xung tiếp theo tạo ra bể tan chảy và bắt đầu hàn.
Ổn định lỗ khóa
Độ ổn định của lỗ khóa rất quan trọng, đặc biệt là trong các mối hàn xuyên thấu một phần. Trên thực tế, nhiều ứng dụng chỉ định khả năng thâm nhập hoàn toàn để giảm thiểu các vấn đề về độ ổn định của lỗ khóa đó.
Đôi khi, do thiết kế chung hoặc các đặc điểm khác của bộ phận, lỗ khóa xuyên thấu hoàn toàn không phải là một lựa chọn. Tuy nhiên, lỗ khóa thâm nhập một phần có nhiều khả năng đi lang thang hơn—di chuyển lên và xuống khi mối hàn tiến triển. Chuyển động này có thể để lại những khoảng trống bị chất lỏng bịt kín, tạo ra lỗ rỗng.
Mối quan tâm chính với laser 1 micron là hiện tượng tán xạ chùm tia gây ra bởi bồ hóng nổi lên trong quá trình hàn. Điều này làm thay đổi điểm lấy nét và giảm công suất laser. Bản thân lỗ khóa có thể di chuyển sang trái hoặc phải, tùy thuộc vào mức độ tập trung của bồ hóng. Chuyển động như vậy cản trở quá trình bay hơi kim loại ổn định, cuối cùng có thể khiến lỗ khóa bị sập.
Dòng khí phù hợp giúp loại bỏ tạp chất và các yếu tố không mong muốn khác khỏi vùng hàn. Khi sử dụng laser sợi quang hoặc laser đĩa, các tia khí hỗ trợ sẽ di chuyển bồ hóng ra khỏi khu vực hàn, thường là vào khu vực thu gom khói.
Chùm tia laser CO 2 không tương tác với bồ hóng, nhưng chúng tương tác với đám khói trên bề mặt mối hàn. Vấn đề bắt đầu với cách chùm tia 10 micron tương tác với các electron tự do của chùm khói. Khi chùm khói hấp thụ đủ lượng photon, nó sẽ trở thành một quả cầu plasma màu trắng có tác dụng ngăn chặn mối hàn bằng laser một cách hiệu quả. Để tránh điều này, các hệ thống hàn laser kết hợp các tia khí đẩy chùm tia về phía kim loại đông đặc kéo theo vùng hàn.
Giới thiệu về khí
Bởi vì pha lỏng của nó tồn tại rất ngắn, hàn laser gây ra rất ít quá trình oxy hóa, điều đó có nghĩa là khí bảo vệ thường không cần thiết. Tuy nhiên, một số ứng dụng, đặc biệt là trong ngành y tế, yêu cầu quá trình oxy hóa gần như bằng không, và do đó, các thiết lập hàn laser này thường sử dụng một số loại khí bảo vệ.
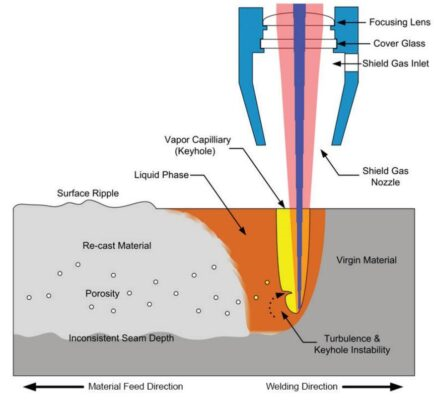
HÌNH 3. Trong chế độ hàn lỗ khóa, chùm tia làm bay hơi kim loại để tạo ra một chỗ lõm hẹp, một phần hoặc hoàn toàn xuyên qua mối nối. Giảm thiểu nhiễu loạn là chìa khóa. Sự nhiễu loạn trong lỗ khóa gây ra sự mất ổn định, khiến kim loại lỏng bịt kín các khoảng trống và tạo ra các lỗ rỗng.
Trong nhiều trường hợp, ứng dụng hàn laser có thể không yêu cầu khí bảo vệ, nhưng nó yêu cầu khí hỗ trợ hàn, giúp loại bỏ các tạp chất và các nguyên tố không mong muốn như bồ hóng từ các mối hàn laser sợi quang và các chùm plasma từ các mối hàn laser CO 2 . Một số ứng dụng sử dụng khí như một loại che chắn ngăn chặn sự hình thành chùm plasma. Những người khác sử dụng dao khí thổi tia lửa và các mảnh vụn khác ra khỏi quang học hàn nhạy cảm.
Giới thiệu về kim loại phụ
Phần lớn hàn laser xảy ra mà không cần kim loại phụ, nhưng một số ứng dụng yêu cầu nó. Kim loại phụ thường được thêm vào để khắc phục một khoảng trống nhất định hoặc vì lý do luyện kim, chẳng hạn như để khắc phục các vấn đề về vết nứt.
Chất độn niken có thể khắc phục các vấn đề nứt trong một số hợp kim gốc sắt và thép không gỉ. Đối với nhôm, chất độn sê-ri 4000 có hàm lượng silicon cao, như 4047, đôi khi được sử dụng để hàn hai nhôm sê-ri 6000 lại với nhau.
Về khoảng cách có thể chấp nhận được giữa các kim loại cơ bản, nguyên tắc ngón tay cái truyền thống là không có khoảng cách lớn hơn 10% độ dày của vật liệu cơ bản mỏng nhất. Đây chỉ là một quy tắc chung và có thể thay đổi tùy thuộc vào độ dày và ứng dụng của vật liệu. Tuy nhiên, các công nghệ laser mới đang cho phép tạo ra những khoảng trống lớn hơn, đó là lúc việc điều khiển chùm tia phát huy tác dụng.
Tách và thao tác chùm tia
Những người sản xuất các phôi hàn được thiết kế riêng phải đối mặt với một thách thức với mọi mối hàn giáp mép mà họ thực hiện: Họ đang hàn hai kim loại cơ bản có độ dày khác nhau. Để tối ưu hóa quy trình, một số người đã sử dụng phương pháp hàn laser với quang học kép trong đó một lăng kính chia chùm tia laser thành hai tiêu điểm. Công suất có thể được điều chỉnh từ điểm này sang điểm khác để có kết quả tối ưu, khắc phục mọi khoảng cách quá mức cũng như những thách thức khi hàn hai độ dày vật liệu khác nhau.
Các thiết lập tương tự có thể tạo ra nhiều điểm lấy nét, bằng cách sử dụng lăng kính hoặc gương mặt, trong quá trình hàn liên tục hoặc trong thiết lập hàn điểm bằng laser xung. Một số đầu hàn có lăng kính có thể tạo ra ba hoặc thậm chí bốn điểm cùng một lúc.
Các đầu đặc biệt với quang học nhiễu xạ hoặc điêu khắc lấy đầu ra laser và tạo tiêu điểm hình chữ nhật với mật độ năng lượng đồng đều. Điều này có thể hoạt động tốt trong một số ứng dụng hàn, nhưng nó phổ biến hơn trong xử lý nhiệt và lớp phủ, đặc biệt là các ứng dụng lớp phủ laser cấp dây yêu cầu mức độ pha loãng chính xác giữa lớp phủ và kim loại cơ bản và tỷ lệ lắng đọng cao. Một số có thể ký gửi vật liệu với tốc độ lên tới 20 kg một giờ.
Các ứng dụng khác sử dụng gương điều khiển bằng điện kế để di chuyển điểm lấy nét nhanh hơn. Điều này phổ biến đối với các thiết lập hàn laser từ xa (trong đó khoảng cách lấy nét có thể là một mét trở lên), trong đó các galvo di chuyển điểm chùm tia từ khu vực này sang khu vực tiếp theo gần như ngay lập tức. Những người khác sử dụng các thiết bị quang học để di chuyển điểm, chẳng hạn như thiết lập trong đó các lăng kính hình nêm quay tạo ra một đường tròn chuyển động nhanh (xem Hình 4 ).
Một số ứng dụng nâng cao di chuyển điểm theo một đường tròn nhỏ, chính xác để tạo ra điểm lớn hơn và các ứng dụng khác quét chùm tia để tạo giao diện lớn hơn giữa mối hàn và kim loại cơ bản. Chuyển động này thường hoạt động cùng với các tia laser xung có công suất cực đại cao giúp phá vỡ hệ số phản xạ, chẳng hạn như khi hàn đồng với nhôm.
Tuy nhiên, một tiến bộ khác gần đây là hàn khuấy laser (LSW) hoặc hàn lắc lư, một quy trình điều khiển chùm tia theo đường tròn liên tục hoặc đường dẫn khác, được thiết kế để làm phẳng bề mặt mối hàn, tăng chiều rộng và loại bỏ độ xốp. Ở công suất laser cao và tốc độ quay chậm, LSW tạo ra một bể nóng chảy liên tục với vùng nóng chảy lớn, cho phép khí thoát ra và chất lỏng “chữa lành” các khoảng trống
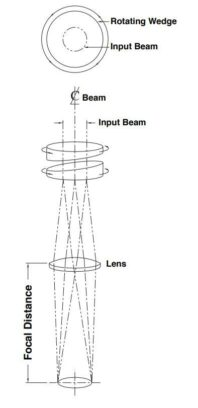
HÌNH 4. Hai lăng kính nêm quay để truyền chùm tia laser theo đường tròn.
Trong một số ứng dụng LSW, chùm tia quay nhanh đến mức kim loại mối hàn đông đặc ngay phía sau nó. Trong những trường hợp này, mục đích không phải là tăng độ bền của mối hàn hoặc tạo ra một bể nóng chảy lớn và loại bỏ độ xốp, mà thay vào đó là điều chỉnh các đặc tính điện trở giữa các kim loại cơ bản. Hàn theo cách này giảm thiểu nhiệt đầu vào trong khi tăng tiết diện mối hàn, làm giảm điện trở.
Về chất lượng
Ngày nay, hàn laser đồng nghĩa với chất lượng. Chỉ là một ví dụ, một số hệ thống đơn chế độ tiên tiến nhất đã tạo ra các mối hàn lỗ khóa chính xác mà khi kiểm tra cấu trúc vi mô của chúng, chúng trông không giống mối hàn chút nào. Chỉ có đường mờ nhất tồn tại giữa kim loại cơ bản và bể nóng chảy. Chất lượng như vậy đến từ laser sợi quang đơn mode với kích thước điểm cực nhỏ kết hợp với độ sâu tiêu điểm rất cao. Những mối hàn này không thể thực hiện được cho đến gần đây.
Trong những năm qua, tia laser đã làm cho vật liệu không thể hàn được trước đây có thể hàn được và chúng đã làm cho các quy trình tốn thời gian và gian khổ trước đây trở nên đơn giản và nhanh hơn. Mối nối góc hàn chế độ dẫn xuất hiện trong tâm trí. Laser hàn chúng trong một lần chạy và các phôi gia công chảy trực tiếp đến khâu lắp ráp cuối cùng mà không cần mài hoặc đánh bóng. Họ trông hoàn hảo như là. Bản thân quá trình hàn có thể nhanh hơn một chút, nhưng chính chất lượng mới làm cho tia laser thực sự tỏa sáng.
Xem thêm về các sản phẩm: MÁY HÀN LASER CỦA TAMHOA LASER
Công ty TNHH Kỹ Thuật Tam Hòa với mạng lưới và kênh bán hàng đang hoàn thiện, chúng tôi đảm bảo mang tới cho khách hàng trong và ngoài nước dịch vụ tốt nhất trước và sau bán hàng.
Chúng tôi có mong ước được thắp lên hy vọng trên mỗi con đường dẫn tới thành công; chúng tôi mở ra xu thế mới trong ngành laser bằng sự chuyên nghiệp; tập thể chúng tôi một lòng đoàn kết, cùng nhau vun đắp nên sức mạnh cho một thương hiệu mới Công ty Tnhh Kỹ Thuật Tam Hòa luôn phấn đấu trên mỗi chặng đường!
Tên doanh nghiệp: Công Ty TNHH Kỹ Thuật Tam Hòa
Địa chỉ: Lô V-2.2, Đường N1, Khu công nghiệp Quế Võ II, Xã Ngọc Xá, Thị Xã Quế Võ, Tỉnh Bắc Ninh, Việt Nam
MST : 2300 886 897
Tel/ Fax :02223-634129 /0948240946
Website: thietbilasertamhoa.com
Tác giả : admin - Nguồn : sưu tầm
Các tin khác
- Công nghệ may liền mạch là gì ?
- Khắc hình ảnh 3D bên trong khối thủy tinh bằng công nghệ laser
- Cắt kính bằng Laser đẹp mắt
- Thấu kính máy laser ảnh hưởng đến chất lượng đường cắt như thế nào
- DỊCH VỤ GIA CÔNG KHUÔN MẪU
- Ngành Công Nghiệp May Mặc Và Vai Trò Quan Trọng Trên Thị Trường Hiện Nay
- YÊU CẦU MÔI TRƯỜNG LẮP ĐẶT MÁY HÀN KHUÔN LASER
- Hướng dẫn thao tác máy hàn laser SANHE LASER - TAMHOA LASER
- Chi tiết hình ảnh cấu tạo máy hàn laser khuôn mẫu SANHE LASER- TAMHOA
- Máy hàn laser và ứng dụng trong sản xuất thiết bị điện tử và linh kiện.


