



Hiệu quả là trên hết - 10 lỗi thường gặp về chất lượng cắt kim loại bằng laser và cách tránh chúng
Share |
Cắt laser là công nghệ ứng dụng quan trọng nhất trong ngành gia công laser. Đây cũng là phương pháp gia công sớm nhất và được sử dụng nhiều nhất trong gia công laser. Nhờ nhiều ưu điểm, công nghệ này đã được ứng dụng rộng rãi trong sản xuất ô tô, hàng không, đóng tàu, thiết bị đường sắt, tự động hóa công nghiệp, quốc phòng, vật liệu xây dựng và các ngành công nghiệp khác. Với ưu điểm chính xác, nhanh chóng, vận hành đơn giản và mức độ tự động hóa cao, cắt laser đã trở thành lựa chọn hàng đầu cho các nhà sản xuất trong các ngành công nghiệp trên để nâng cao hiệu quả gia công kim loại.
Khi các nhà sản xuất muốn sử dụng máy cắt laser để gia công các chi tiết kim loại của họ hoặc của khách hàng, điều quan trọng và giá trị nhất mà họ cân nhắc chủ yếu là khả năng cắt nhanh, ổn định và tiết kiệm chi phí, giúp tối đa hóa lợi nhuận và tạo dựng niềm tin từ khách hàng. Tuy nhiên, theo kinh nghiệm của các kỹ sư dịch vụ TAMHOA, những người giúp giải quyết các vấn đề kỹ thuật cho người dùng sản phẩm TAMHOA, một số lỗi chất lượng cắt trong quá trình gia công thực tế thường gây khó chịu và khiến họ không thể phản đối hoàn toàn. Trong bài viết này, chúng tôi tổng hợp kinh nghiệm của các kỹ sư để tổng hợp 10 lỗi chất lượng cắt laser kim loại thường gặp và các giải pháp đã được chứng minh, giúp bạn có được dịch vụ cắt laser như mong muốn. Đọc tiếp để tìm hiểu thêm.
1. Chất lượng cắt kém chỉ ở một bên cạnh

Nguyên nhân: Chùm tia laser không thẳng hàng với thấu kính; Vòi phun bị chặn hoặc không tròn; Đường đi của tia laser không sạch hoặc không thẳng đứng với vật liệu
Giải pháp: Kiểm tra tâm chùm tia, kiểm tra vòi phun, kiểm tra độ thẳng đứng của đầu laser hoặc độ sạch của thấu kính
2. Rãnh quá rộng

Nguyên nhân: Áp suất khí quá cao; Chiều cao tiêu điểm quá cao; Công suất laser quá lớn; Chất lượng vật liệu kém
Giải pháp: Giảm áp suất 0,1 bar mỗi lần; Giảm chiều cao tiêu điểm 0,2 mm mỗi lần; Giảm công suất laser; Làm sạch bề mặt vật liệu
3. Góc bị cháy
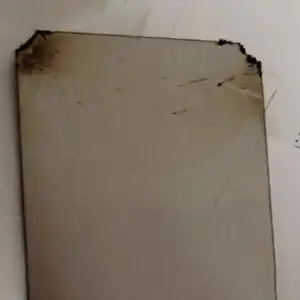
Nguyên nhân: Quá nhiệt góc
Giải pháp: Áp dụng đường cong công suất hoặc điểm làm mát
4. Chỉ cắt thô ở phía dưới của cạnh

Nguyên nhân: Áp suất khí quá cao; Chiều cao tiêu điểm quá thấp
Giải pháp: Giảm áp suất và tăng chiều cao tiêu điểm
5. Các đường vân quá thô ở cạnh cắt

Nguyên nhân: Áp suất khí quá cao; Chiều cao tiêu cự quá cao; Tốc độ cắt quá chậm; Ống kính bị bẩn hoặc hỏng
Giải pháp: Giảm áp suất khí; Giảm chiều cao tiêu cự; Tăng tốc độ cắt; Kiểm tra ống kính
6. Xỉ mềm có thể loại bỏ ở bề mặt dưới

Nguyên nhân: Tốc độ cắt quá nhanh; Chiều cao tiêu điểm quá cao; Áp suất khí quá cao
Giải pháp: Giảm tốc độ cắt; Giảm chiều cao tiêu điểm; Giảm áp suất khí
7. Lớp phủ bị bong ra ở mép dưới
Nguyên nhân: Áp suất khí quá cao; Chiều cao tiêu điểm quá thấp; Tốc độ cắt quá nhanh
Giải pháp: Giảm áp suất khí và tốc độ cắt; Tăng chiều cao tiêu điểm
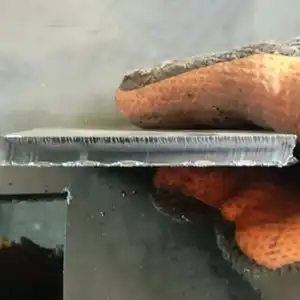
8. Xỉ cứng ở bề mặt dưới của tấm thép không gỉ

Nguyên nhân: Chiều cao tiêu điểm quá cao; Áp suất khí quá thấp; Chiều cao cắt không phù hợp
Giải pháp: Giảm chiều cao tiêu điểm; Tăng áp suất khí; Điều chỉnh chiều cao cắt
9. Màu sắc bất thường của cạnh

Nguyên nhân: N2 không tinh khiết.
Giải pháp: Đổi thành N2 tinh khiết.
10. Lỗi bất thường tại điểm cắt ban đầu

Nguyên nhân: Cài đặt sai độ trễ bật/tắt laser; Dây cắt không phù hợp
Giải pháp: Áp dụng đường dẫn khác nhau; Đặt lại độ trễ bật/tắt laser
Đối với các công ty chế tạo hoặc sản xuất kim loại, điều quan trọng là quá trình cắt laser không bị ảnh hưởng hoặc gián đoạn bởi các lỗi cắt bất thường. Một máy cắt laser ổn định, chất lượng tốt và hiệu quả từ một công ty uy tín chính là điều họ thực sự cần. Hơn nữa, chúng tôi cũng luôn chú ý đến những lỗi cắt phổ biến, bởi vì máy cắt laser vẫn là thiết bị phức tạp, đòi hỏi bảo trì thường xuyên và cẩn thận.
Công Ty TNHH Kỹ Thuật Tam Hòa:
Địa chỉ Nhà Máy : KCN Quế Võ 2, Phường Đào Viên, tỉnh Bắc Ninh
Chi Nhánh Miền Nam : 601 Trường Chinh, Phường Tân Thới Nhất, Tp Hồ Chí Minh
Holine: 0948240946 / 0968963732
Điện thoại/ Fax 0222-3634 129/ 3634 130
MST 23008869897
Web: thietbilasertamhoa.com
Email : tamhoacn@gmail.com
Tác giả : Admin - Nguồn : sưu tầm
Các tin khác
- Quy Trình Đóng Cell Pin Chuyên Nghiệp: Hướng Dẫn Chi Tiết Nhất
- Mua máy cắt laser SMT chính hãng – Giải pháp tối ưu từ TAMHOA LASER
- Gia Công Cắt Laser Bảng In SMT Tại TP.HCM - Giải Pháp Chuyên Nghiệp Cùng TAMHOA LASER
- Gia Công Cắt Laser Bảng In SMT Tại Hải Phòng - Giải Pháp Tối Ưu Cùng TAMHOA LASER
- Máy Hàn Cell Pin Tự Động TAMHOA LASER - Giới Thiệu Chi Tiết Các Bộ Phận
- Gia Công Cắt Laser Bảng In SMT Tại Hà Nội - Giải Pháp Tối Ưu Cùng TAMHOA LASER
- Gia Công Cắt Laser Bảng In SMT Tại Bắc Ninh - Giải Pháp Chuyên Nghiệp Cùng TAMHOA LASER
- Gia Công Hàn Cell Pin Tại Ninh Bình - Giải Pháp Hàn Laser Chuyên Nghiệp Cùng TAMHOA LASER
- Gia Công Hàn Cell Pin Tại Thái Nguyên - Giải Pháp Hàn Laser Chuyên Nghiệp Cùng TAMHOA LASER
- Gia Công Hàn Cell Pin Tại Quảng Ninh - Giải Pháp Tối Ưu Từ TAMHOA LASER


